广东温科机械科技有限公司




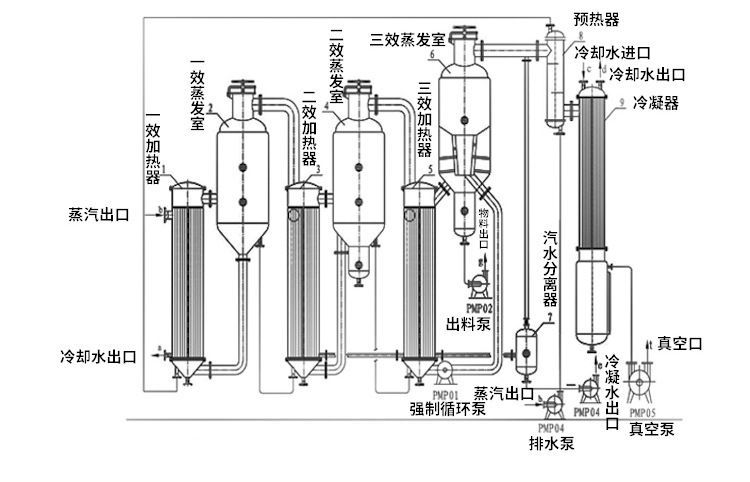
NS系列三效节能浓缩器将二次蒸汽重复利用三次,能耗仅为单效的1/3左右。适用于大规模、低热敏性物料的水提液浓缩,经济性极佳。

扫码添加微信咨询




 粤公网安备44200102446098号
粤公网安备44200102446098号